PROJECT CASES
公司案例
公司项目案例,涵盖电子/PCB、食品饮料、国营企业、重工企业、海外项目
部分项目案例

惠州某电子制造公司
面对核心产线对前端纯水供给极其苛刻的稳定性要求,我司为其专属打造了处理量达 80吨/小时 的重载预处理枢纽。 在现场落地环节,我们充分发挥了在复杂水务管网安装与高标准承压焊接上的硬核施工能力,从底层物理架构上筑牢了系统的高强度与 耐腐蚀防线。同时,系统深度融合了定制化的 PLC 工业控制中枢,打通了大流量工况下的精准流量调度与全自动反洗矩阵。

惠州某电子公司
本项目针对该电子企业,量身定制了30吨/小时的回用水系统。工艺上采用“多级沉淀+药剂混凝+深度膜分离”,并由我们完成了全 套高标准的水处理管网与焊接施工。为提升运行效率,系统深度集成了 PLC 自动化中控屏,实现了精准自动加药及全流程无人值守。 目前系统运行极其稳定,出水水质100%达标回用,大幅降低了客户的环保与运营成本,为行业提供了可靠的工程应用案例。

深圳某电子公司
该项目针对企业生产过程中产生的综合废水进行集中处理,设计处理能力为 300吨/天。系统采用 多级沉淀+药剂混凝处理工艺,通过合 理的水力结构设计和自动化加药控制,有效去除废水中的悬浮物、重金属及部分有机污染物。 系统运行稳定,出水水质达标排放,为企业实现 稳定生产、环保达标及污水规范化管理 提供了可靠保障,同时也为PCB行业废水预处 理提供了成熟的工程应用案例。

深圳市某实业公司
深圳某实业公司的该系统针对电镀与清洗废水设计,采用“混凝沉淀 → 多介质过滤 → 活性炭吸附 → 超滤 + 反渗透”工艺。 出水电导率 ≤ 80 μS/cm,可回用于清洗与冷却补水.

东莞某环保产业园
项目服务于 PCB、电镀及电子制造企业集中园区,通过高效过滤与膜分离技术,实现生产废水深度处理及稳定回用,降低园区新水消耗。

江门某产业园
该项目采用 4 套 × 100T/H 并联供水的系统架构。在高峰期四机全开,保障园区庞大的回用需求;在低谷期智能切换单机/双机运行, 极大降低了无效能耗。得益于这种“模块化集群控制”及园区集采优势,是大型回用系统“高灵活性、低成本”运行的典范。.

深圳某显示制造企业
针对其厂务系统中原有 80吨/小时 老旧软化水设备效能衰退的痛点,我司团队实施了极具挑战的原位升级与管网重构。 面对狭窄受限的老厂房与不停产的施工压力,我们凭借精准的工程统筹,对庞大的旧罐体内部、密集的管线及老化阀门进行了高标准的 替换与系统水路优化。此次深度改造不仅成功盘活了客户的存量设备、大幅降低了换新成本,更从根本上根除了旧设备水质波动带来的 停机风险,全面印证了我司在“复杂存量水务改造”领域的卓越实力。

乌干达某矿业综合产业园
本项目为乌干达某矿业综合产业园量身定制了日处理量达1000吨的大型一体化净水系统。面对海外复杂的施工条件,我司环境 团队远赴非洲现场,依托扎实的重型碳钢加工与精密焊接技术,高效完成了巨型一体化设备的主体拼装与落地交付。该项目的成功 投运,不仅为跨国矿业园区提供了可靠的水务保障,也树立了我司在海外大型环保工程领域的实力标杆。

乌干达某产业园区
本项目旨在解决海外超大型园区高负荷的生活污水治理难题。系统采用高效生化降解与深度净化工艺,单日处理规模 达 1200 吨。为克服跨国施工与属地化运维痛点,我司环境在前期设计中全面引入装备模块化理念,大幅缩短海外现 场的安装周期;同时针对非洲特殊气候,对设备主体进行了工业级重防腐强化。

乌干达某工业基地
本项目为解决乌干达当地地下水铁锰超标及水质复杂问题,特为当地某工业基地定制了 10吨/小 时 的全套纯水系统。工艺链路涵盖从前端除铁除锰、多介质过滤,到核心的 RO反渗透深度脱 盐与杀菌消毒,最终实现高品质恒压供水。

白俄罗斯某水务钻探企业
客户为白俄罗斯某水务钻探企业。针对当地地下水铁锰严重超标的痛点,我司为其定制了 30吨/小时 的高效预处理系统。 核心设备依托我司扎实的精工焊接工艺,承压与防腐性能极佳,完美适应海外高强度运行。系统深度集成 PLC 自动化控制,实现精准 反冲洗与全程无人值守。该项目的成功出海与稳定运行,标志着我司的高品质水处理装备与跨国交付实力,已获得国际老牌水务企业的 深度认可。

阿根廷某大型化工企业
该系统专为大规模工业混配与自动化生产设计,单体容量达 60 吨,采用 SUS304 不锈钢制造,适应复杂化工混配工况。

东莞某港务公司
本项目服务于华南大型散货枢纽——东莞某港区。针对港口作业产生的高浓度、极难沉降的煤泥污水,为其量身定制了大型一体化净化 系统。 面对海港复杂的作业环境,我司依托强大的非标制造实力,将复杂的泥水分离工艺高度浓缩于定制的重型碳钢装备中,并实施了严苛的 海洋级重防腐处理。系统深度联动高效沉淀与机械压滤脱水工艺,不仅完美应对了突发性的大水量冲击,更实现了煤泥污水的彻底澄清 除浊与泥饼干化。该项目的成功运行,全面展现了我司在重工业及港口高难度废水治理领域的综合集成底蕴。

东莞某燃气热电公司
本项目为热电机组核心水处理链路提供高标准的安全化学品储运保障。针对强酸、强碱的极度腐蚀性工况,我司团队从底层材质入手, 对巨型储罐及输送管网实施了严苛的特种防腐内衬工艺与无漏点高标焊接,从物理层面杜绝了化学品渗漏的安全红线风险。 为匹配智慧电厂标准,系统深度集成了 PLC 精准计量与防呆安全联锁程序。彻底告别了传统人工配药的高危操作,实现了化学药剂的 安全卸车、液位实时监控与高精度自动投加。该系统的成功交付,完美彰显了我司在电厂特种防腐装备制造与高安全级别自控领域的双 重硬核实力。

江门某燃气热电公司
本项目为某大型能源企业核心燃气机组打造了至关重要的“水务生命线”。热电厂对系统连续运转的容错率极低,为此,我司为其交付了最高 标准的锅炉补给水与循环冷却水成套装备。同时,配套的定制化 PLC 自控系统与电厂主控无缝对接,实现水质极速反馈与全自动防呆 预警。该系统以极高的运行稳定性,为大型央企发电机组的“零停机”保驾护航,充分证明了我司设备在极端严苛环境下的可靠底色。

佛山某供水企业
针对客户“高回收、低能耗”的科研课题需求,我司为其专属定制了这套高精度 RO 反渗透中试研发平台。 设备采用先进的一体化撬装设计,结构紧凑且具备极高的工艺拓展性。为满足科研级的数据采集需求,系统深度集成了高规格的工业传 感元件与 PLC 智能测控中枢,可实现运行参数的极度精准调节与动态记录。该设备的成功投运,为供水企业探索未来水处理的降本增 效路线提供了扎实的硬件验证基础,也彰显了我司从“工程制造”向“科研智造”延伸的强大技术底蕴。

江苏某自来水厂
针对江苏某自来水厂 600吨/小时 的庞大制水需求,我司发挥了极强的“重型非标装备源头智造”底蕴,为其专属定制了这座巨无霸级别 的一体化净水枢纽。 从底层重型碳钢骨架的精密拼焊,到表面高标准的市政涉水级重防腐涂装,每一个制造环节均由我司自主严控。该装备以高度集成的模 块化设计,完美替代了传统冗长的土建混凝土水池,不仅大幅缩短了水厂建设周期,更以极高的运行稳定性与结构安全性,为数十万居 民的饮水安全筑牢了坚不可摧的钢铁防线。

广东某电厂
针对大型发电厂厂区生活污水的严格环保排放要求,我司为其量身定制了处理量为 15吨/小时 的高度集成化污水处理枢纽。 系统摒弃了冗长的传统土建水池,采用前沿的“双AO生化脱氮除磷 + MBR膜生物反应器”核心工艺。通过 MBR 膜组件的高效物理截留,不仅 彻底省去了庞大的二沉池、极大缩减了设备占地面积,更实现了极低的剩余污泥产率。该系统凭借极强的抗冲击负荷能力与极高标准的全自动智控, 确保了最终出水水质长期稳定达标,为现代大型电厂的绿色厂务运营提供了极其可靠的环保保障。

广东某金属科技企业
针对某金属科技企业极其庞大的用水需求与复杂的悬浮物杂质,我司为其量身定制了处理量高达 120吨/小时 的大型高速过滤系统。 面对巨型罐体的承压挑战,我们发挥了扎实的重型装备制造与特种焊接优势,保障了底层硬件的绝对坚固。系统内部优化了水流分布, 结合 PLC 自动化压差监控与智能反冲洗技术,在实现超高流速过滤的同时,做到了真正的无人值守。该项目不仅大幅提升了客户的循 环水质,更全面展现了我司驾驭“大体量、高标准”工业硬核装备的落地能力。

广西某精密铸造企业
本项目旨在彻底解决精密铸造行业中极高难度的“铜、镍、镉、锌”复合重金属废水治理难题。面对严格的环保排放红线,我公司为客 户定制了这一套大型综合沉淀净化枢纽。 依托强大的非标装备智造能力,我们为其打造了矩阵式的大型防腐反应与沉淀罐体。系统内核搭载了精准的多级化学沉淀工艺,通过智 能加药与高效的固液分离设计,将极难处理的混合重金属离子进行“靶向捕捉”与彻底剥离。

江苏某电磁科技企业
江苏某电磁科技企业在生产过程中产生大量清洗废水,主要来源于金属电镀、电磁元件清洗及冷却工序。原水含油、有机物及金属离 子浓度较高,常规排放不符合地方环保回用标准,为降低新水消耗并实现节能减排。

广东某电磁科技企业
广东某电磁科技企业在生产过程中产生大量清洗废水,主要来源于金属电镀、电磁元件清洗及冷却工序。原水含油、有机物及金属离 子浓度较高,常规排放不符合地方环保回用标准,为降低新水消耗并实现节能减排。
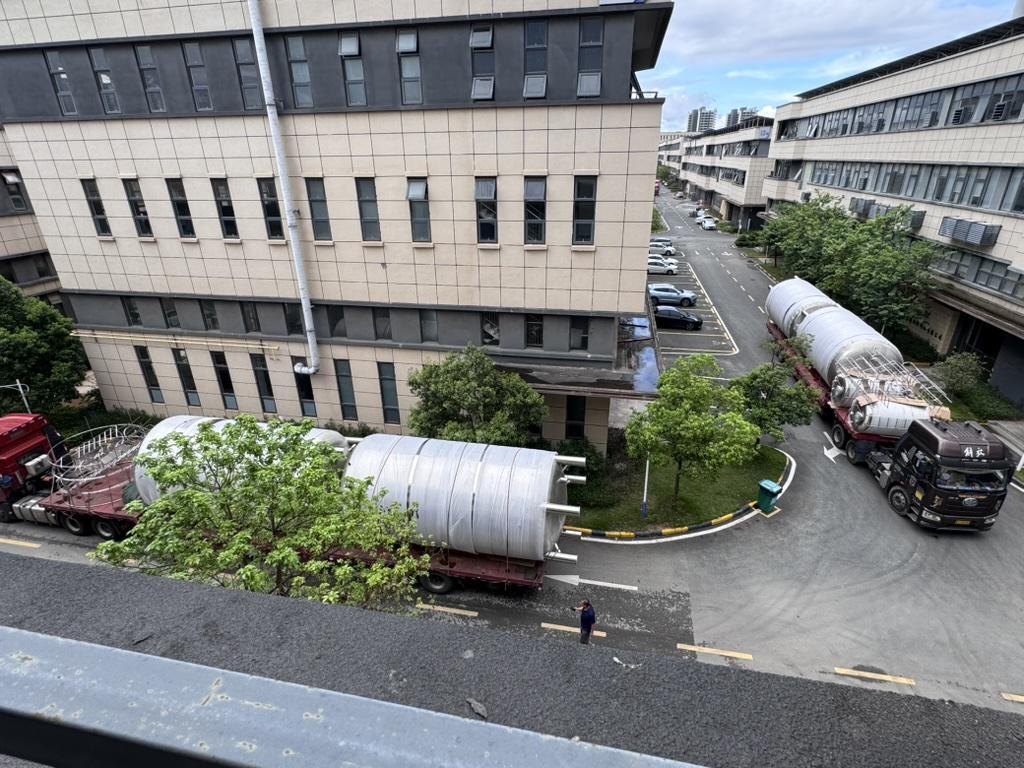
中山某饮料生产基地
本项目服务于国内知名的头部快消饮料巨头。为彻底解决其主产线产能扩张带来的用水瓶颈,我司团队为其量身实施了处理量高达 100 吨/小时的供给水系统深度改造。 如图所示,面对巨型非标定制装备的进场吊装与复杂的原厂房管网重构,我司展现了极其强悍的现场工程统筹实力。本次改造不仅全面 提升了底层水务系统的抗冲击负荷与制水通量,更严格依托食品级卫生管网施工标准,从物理层面杜绝了二次污染隐患。该项目的顺利 并网,完美护航了国民饮料巨头对产线连续性与极致食品安全的双重追求。

上海某饮料食品工厂
我们为其量身定制了一套“利旧+焕新”的深度优化方案。在保留可用底层框架的基础上,对核心承压与涉水部件进行了高标准的材质 替换与焊接防腐升级,大幅延长了物理设备寿命。更关键的是,我们为其搭建了全新的交互式 PLC 智控平台,对水泵与阀门矩阵实施 精细化调度。改造后的系统不仅彻底去除了原有的运行隐患,更显著降低了综合水耗与人工巡检成本,成功帮客户将低效的“存量资产” 转化为了强劲的现代生产力。

深圳某酸奶生产基地
本项目服务于国内知名的高端低温乳制品领军品牌。高端酸奶产线对生产纯水的微生物限度、电导率及口感纯净度有着极其严苛的“零 容忍”标准。我司为其专属打造了处理量达 30吨/小时 的深度净化纯水系统。 在工程落地环节,系统全链路严格执行食品卫生级无死角管网施工规范。核心工艺深度融合了精密预处理矩阵、高效双级反渗透(RO) 脱盐,以及极高标准的“紫外线+臭氧”双重杀菌系统。本次工程的圆满交付,从物理底层彻底杜绝了产线用水的二次污染隐患,为百 亿级高端乳企的极致产品力与绝对食品安全筑牢了坚不可摧的水务底座。